EN 10253-4 Specification – Austenitic and Austenitic-Ferritic (Duplex) Stainless Steel Butt-Weld Fittings
EN 10253-4 is the European Standard that specifies the technical delivery conditions for seamless and welded butt-weld fittings made of austenitic and austenitic-ferritic (duplex) stainless steels intended for pressure purposes, such as pipelines, boilers, pressure vessels, and process equipment.
This standard ensures that fittings have the proper mechanical properties, corrosion resistance, and dimensional accuracy to perform reliably in demanding industrial environments such as chemical, petrochemical, oil & gas, and power generation plants.
EN 10253 comprises a series of European Standards about Butt-welding pipe fittings, namely:
Part 1: Wrought carbon steel for general use and without specific inspection requirements
Part 2: Non alloy and ferritic alloy steels with specific inspection requirements
Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without specific inspection requirements
Part 4: Wrought austenitic and austenitic-ferritic (duplex) stainless steels with specific inspection requirements
EN 10253-4 defines two types of fittings: type A & type B
Type A fittings have the same wall thickness at the welding ends than a pipe having the same specified wall thickness. Their resistance to internal pressure is, in general, less than that of a straight pipe with the same dimensions.
Type B fittings showing increased wall thickness at the body of the fitting are designed to resist the same internal pressure as a straight pipe with same dimensions. These two types of fittings are intended to be used in applications covered by the EU Directive 97/23/EC. According to this Directive and further interpretation guidelines (e.g. guideline 7/19), seamless fittings are considered as materials whereas welded fittings are considered as components. Therefore, in some areas of this European Standard, provisions for
seamless and welded fittings are different.
EN 10253-4 material grade of stainless and duplex steels
The EN10253-4 stainless steel butt welded pipe standard includes more than 20 European standard stainless steel materials, including X2CrNi18-9(1.4307)、X2CrNi19-11(1.4306)、X2CrNiN18-10(1.4311)、X5CrNi18-10(1.4301)、X6CrNiTi18-10(1.4541)、X6CrNiNb18-10(1.4550)、X1CrNi25-21(1.4335)、X2CrNiMo17-12-2(1.4404)。Stainless steel material.The following is a table of chemical composition and mechanical performance parameters for each material grade.
Chemical Composition
| Table 3 — Chemical composition (cast analysis)a of austenitic stainless steels, in % by mass | ||||||||||||||
| Steel grade | C max | Si max | Mn max | P max | S max | N | Cr | Cu | Mo | Nb | Ni | Ti | Others | |
| Steel name | Steel number | |||||||||||||
| X2CrNi18-9 | 1.4307 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 17.50-19.50 | _ | _ | _ | 8.00-10.00 | _ | _ |
| X2CrNi19-11 | 1.4306 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 18.00-20.00 | _ | _ | _ | 10.00-12.00 | _ | _ |
| X2CrNiN18-10 | 1.4311 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | 0.12-0.22 | 17.00-19.50 | _ | _ | _ | 8.50-11.50 | _ | _ |
| X5CrNi18-10 | 1.4301 | 0.07 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 17.00-19.50 | _ | _ | _ | 8.00-10.50 | _ | _ |
| X6CrNiTi18-10 | 1.4541 | 0.08 | 1.00 | 2.00 | 0.045b | 0.015b | _ | 17.00-19.00 | _ | _ | _ | 9.00-12.00 | 5xC-0.70 | _ |
| X6CrNiNb18-10 | 1.4550 | 0.08 | 1.00 | 2.00 | 0.045b | 0.015b | _ | 17.00-19.00 | _ | _ | 10xC- 1.00 | 9.00-12.00 | _ | _ |
| X1CrNi25-21 | 1.4335 | 0.020 | 0.25 | 2.00 | 0.025 | 0.010 | ≤ 0.11 | 24.00-26.00 | _ | ≤ 0.20 | _ | 20.00-22.00 | _ | _ |
| X2CrNiMo17-12-2 | 1.4404 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 16.50-18.50 | _ | 2.00-2.50 | _ | 10.00-13.00 | _ | _ |
| X5CrNiMo17-12-2 | 1.4401 | 0.07 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 16.50-18.50 | _ | 2.00-2.50 | _ | 10.00-13.00 | _ | _ |
| X6CrNiMoTi17-12-2 | 1.4571 | 0.08 | 1.00 | 2.00 | 0.045b | 0.015b | _ | 16.50-18.50 | _ | 2.00-2.50 | _ | 10.50-13.50 | 5xC-0.70 | _ |
| X2CrNiMo17-12-3 | 1.4432 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 16.50-18.50 | _ | 2.50-3.00 | _ | 10.50-13.00 | _ | |
| X2CrNiMoN17-13-3 | 1.4429 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | 0.12-0.22 | 16.50-18.50 | _ | 2.50-3.00 | _ | 11.00-14.00 | _ | _ |
| X3CrNiMo17-13-3 | 1.4436 | 0.05 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 16.50-18.50 | _ | 2.50-3.00 | _ | 10.50-13.00 | _ | _ |
| X2CrNiMo18-14-3 | 1.4435 | 0.030 | 1.00 | 2.00 | 0.045b | 0.015b | ≤ 0.11 | 17.00-19.00 | _ | 2.50-3.00 | _ | 12.50-15.00 | _ | _ |
| Table 3 (end) | |||||||||||||||
| Steel grade | C max | Si max | Mn max | P max | S max | N | Cr | Cu | Mo | Nb | Ni | Ti | Others | ||
| Steel name | Steel number | ||||||||||||||
| X2CrNiMoN17-13-5 | 1.4439 | 0.030 | 1.00 | 2.00 | 0.040b | 0.015b | 0.12-0.22 | 16.50-18.50 | _ | 4.00-5.00 | _ | 12.50-14.50 | _ | _ | |
| X2CrNiMo18-15-4 | 1.4438 | 0.030 | 1.00 | 2.00 | 0.040b | 0.015b | ≤ 0.11 | 17.50-19.50 | _ | 3.00-4.00 | _ | 13.00-16.00 | _ | _ | |
| X1NiCrMoCu31-27-4 | 1.4563 | 0.020 | 0.70 | 2.00 | 0.030 | 0.010 | ≤ 0.11 | 26.00-28.00 | 0.70-1.50 | 3.00-4.00 | _ | 30.00-32.00 | _ | _ | |
| X1NiCrMoCu25-20-5 | 1.4539 | 0.020 | 0.70 | 2.00 | 0.030 | 0.010 | ≤ 0.15 | 19.00-21.00 | 1.20-2.00 | 4.00-5.00 | _ | 24.00-26.00 | _ | _ | |
| X1CrNiMoCuN20-18-7 | 1.4547 | 0.020 | 0.70 | 1.00 | 0.030 | 0.010 | 0.18-0.25 | 19.50-20.50 | 0.50-1.00 | 6.00-7.00 | _ | 17.50-18.50 | _ | _ | |
| X1NiCrMoCuN25-20-7 | 1.4529 | 0.020 | 0.50 | 1.00 | 0.030 | 0.010 | 0.15-0.25 | 19.00-21.00 | 0.50-1.50 | 6.00-7.00 | _ | 24.00-26.00 | _ | _ | |
| a Elements not listed in this table shall not be intentionally added to the steel without the agreement of the purchaser except for finishing the cast. All appropriate precautions are to be taken to avoid the addition of such elements from scrap and other materials used in production which would impair mechanical properties and the suitability of the steel. b For fittings welded without filler material the sum of sulphur and phosphorus shall be maximum 0,040 %. |
| Table 4 — Chemical composition (cast analysis)a of austenitic-ferritc stainless steels, in % by mass | ||||||||||||
| Steel grade | C max | Si max | Mn max | P max | S max | N | Cr | Cu | Mo | Ni | Others | |
| Steel name | Steel number | |||||||||||
| X2CrNiMoN22-5-3 | 1.4462 | 0.030 | 1.00 | 2.00 | 0.035 | 0.015 | 0.10-0.22 | 21.00-23.00 | _ | 2.50-3.50 | 4.50-6.50 | _ |
| X2CrNiN23-4b | 1.4362 | 0.030 | 1.00 | 2.00 | 0.035 | 0.015 | 0.05-0.20 | 22.00-24.00 | 0.10-0.60 | 0.10-0.60 | 3.50-5.50 | _ |
| X2CrNiMoN25-7-4b | 1.4410 | 0.030 | 1.00 | 2.00 | 0.035 | 0.015 | 0.20-0.35 | 24.00-26.00 | _ | 3.00-4.50 | 6.00- 8.00 | _ |
| X2CrNiMoCuWN25-7-4 | 1.4501 | 0.030 | 1.00 | 1.00 | 0.035 | 0.015 | 0.20-0.30 | 24.00-26.00 | 0.50-1.00 | 3.00-4.00 | 6.00-8.00 | W 0.50- 1.00 |
| X2CrNiMoCuN25-6-3 | 1.4507 | 0.030 | 0.70 | 2.00 | 0.035 | 0.015 | 0.15-0.30 | 24.00-26.00 | 1.00-2.50 | 2.70-4.00 | 5.50-7.50 | _ |
| a Elements not listed in this table shall not be intentionally added to the steel without the agreement of the purchaser except for finishing the cast. All appropriate precautions are to be taken to avoid the addition of such elements from scrap and other materials used in production which would impair mechanical properties and the suitability of the steel. b Patented steel grade |
Mechanical Property
| Steel name | Steel number | Hardness – HB (max) | Tensile properties at room temperatureᵃ – Proof strength Rp0,2 (MPa, min) | Tensile properties at room temperatureᵃ – Tensile strength Rp 0.1 (MPa) | Tensile properties at room temperatureᵃ – Elongationᵇ A (%) (min) – l | Tensile properties at room temperatureᵃ – Elongationᵇ A (%) (min) – t | Impact propertiesᵃ – Minimum average absorbed energy KV (J, min) – at RT – l | Impact propertiesᵃ – Minimum average absorbed energy KV (J, min) – at RT – t | Impact propertiesᵃ – Minimum average absorbed energy KV (J, min) – at -40 °C – t | Reference heat treatment conditions – Solution temperature ᶜ | Reference heat treatment conditions – Cooling ind | Resistance to intergranular corrosion – e | Resistance to intergranular corrosion – Method in EN ISO 3651-2 | Resistance to intergranular corrosion – Limit temp. ᶠ (°C) | Limit temp. f °C |
| X2CrNi18-9 | 1.4307 | 200 | 180 | 215 | 470-670 | 40 | 35 | 100 | 60 | 60 | 1000-1100 | w, a | yes | A | 350 |
| X2CrNi19-11 | 1.4306 | 200 | 180 | 215 | 460-680 | 40 | 35 | 100 | 60 | 60 | 1000-1100 | w, a | yes | A | 350 |
| X2CrNiN18-10 | 1.4311 | 210 | 270 | 305 | 550-760 | 35 | 30 | 100 | 60 | 60 | 1000-1100 | w, a | yes | A | 400 |
| X5CrNi18-10 | 1.4301 | 200 | 195 | 230 | 500-700 | 40 | 35 | 100 | 60 | 60 | 1000-1100 | w, a | yesg | A | 300 |
| X6CrNiTi18-10 | 1.4541 | 210 | 200 | 235 | 500-730 | 35 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X6CrNiNb18-10 | 1.455 | 210 | 205 | 240 | 510-740 | 35 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X1CrNi25-21 | 1.4335 | 220 | 180 | 210 | 470-670 | 45 | 40 | 100 | 60 | 60 | 1030-1110 | w, a | yes | A | 400 |
| X2CrNiMo17-12-2 | 1.4404 | 200 | 190 | 225 | 490-690 | 40 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X5CrNiMo17-12-2 | 1.4401 | 200 | 205 | 240 | 510-710 | 40 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yesg | A | 300 |
| X6CrNiMoTi17-12-2 | 1.4571 | 210 | 210 | 245 | 500-730 | 35 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X2CrNiMo 17-12-3 | 1.4432 | 200 | 190 | 225 | 490-690 | 40 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X2CrNiMoN17-13-3 | 1.4429 | 220 | 295 | 330 | 580-800 | 35 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X3CrNiMo17-13-3 | 1.4436 | 200 | 205 | 240 | 510-710 | 40 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yesg | A | 300 |
| X2CrNMo18-14-3 | 1.4435 | 200 | 190 | 225 | 490-690 | 40 | 30 | 100 | 60 | 60 | 1020-1120 | w, a | yes | A | 400 |
| X2CrNiMoN17-13-5 | 1.4439 | 200 | 285 | 315 | 580-800 | 35 | 30 | 100 | 60 | 60 | 1100-1140 | w, a | yes | C | 400 |
| X2CrNiMo18-15-4 | 1.4438 | 200 | 220 | 250 | 490-690 | 35 | 30 | 100 | 60 | 60 | 1100-1160 | w, a | yes | C | 400 |
| X1CrMoCu31-27-4 | 1.4563 | 220 | 215 | 500-750 | 40 | 35 | 120 | 90 | 60 | 1100-1160 | w, a | yes | C | 400 | |
| X1NiCrMoCu25-20-5 | 1.4539 | 220 | 220 | 250 | 520-720 | 35 | 30 | 120 | 90 | 60 | 1100-1150 | w, a | yes | C | 400 |
| X1CrNiMoCuN20-18-7 | 1.4547 | 220 | 300 | 340 | 650-850 | 35 | 30 | 100 | 60 | 60 | 1180-1230 | w, a | yes | C | 400 |
| X1NiCrMoCuN25- | 1.4529 | 220 | 300 | 340 | 600-800 | 40 | 40 | 120 | 90 | 60 | 1120-1180 | w, a | yes | C | 400 |
| X2CrNiMoN22-5-3 | 1.4462 | 290 | 450 | 700-920 | 25 | 20 | 120 | 90 | 40 | 1020-1100 | w, a | yes | B | 250 | |
| X2CrNiN23-4 | 1.4362 | 290 | 400 | 600-820 | 25 | 25 | 120 | 90 | 40 | 950-1050 | w, a | yes | A | 250 | |
| X2CrNiMoCuN25-6-3 | 1.4507 | 310 | 500 | 700-900 | 20 | 20 | 100 | 100 | 40 | 1080-1160 | w | yes | B | 250 | |
| X2CrNiMoN25-7-4 | 1.441 | 310 | 550 | 800-1000 | 20 | 20 | 100 | 100 | 40 | 1040-1120 | w | yes | B or C | 250 | |
| X2CrNiMoCuWN 25-7-4 | 1.4501 | 310 | 550 | 800-1000 | 20 | 20 | 100 | 100 | 40 | 1080-1160 | w | yes | B or C | 250 |
EN 10253-4 Product scope
This European Standard specifies the technical delivery requirements for seamless and welded butt-welding fittings (elbows, concentric and eccentric reducers, equal and reducing tees, caps) made of austenitic and austenitic-ferritic (duplex) stainless steel which are intended for pressure and corrosion resisting purposes at room temperature, at low temperature or at elevated temperatures.
Both Seamless and Welded manufacturing routes
For pressure and high-temperature applications
Applicable to fittings with nominal sizes up to DN1200
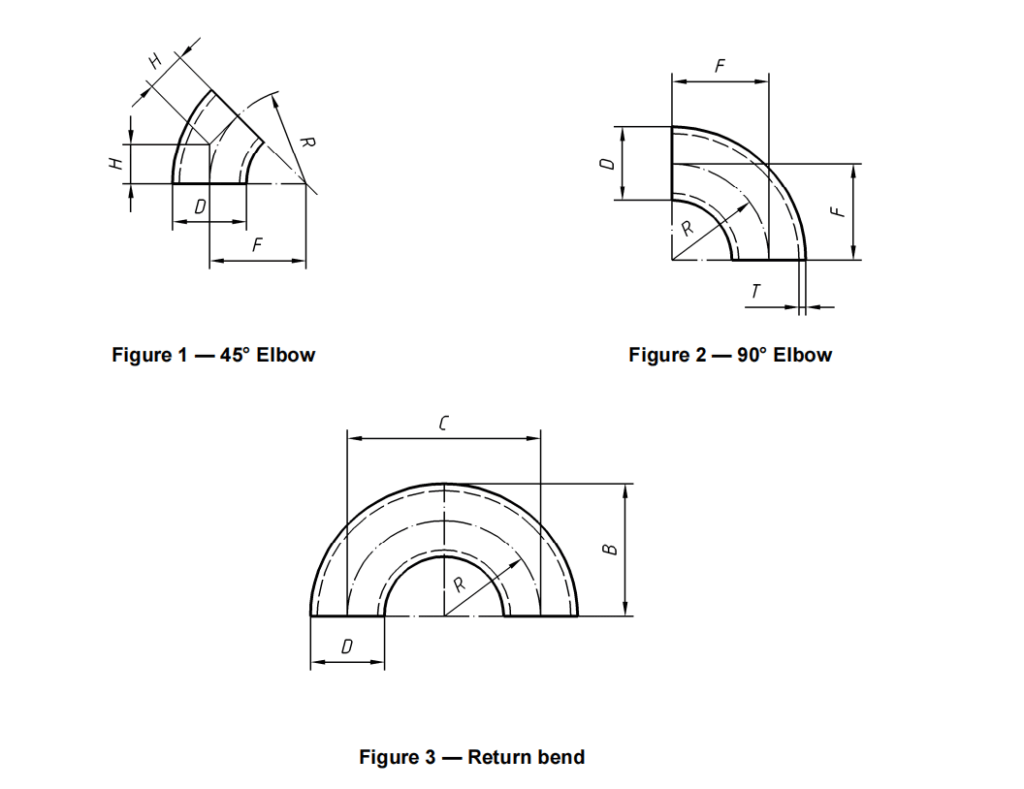
EN 10253-4 Elbows and return bends
Elbows and return bends are designated by the model, the angle and the inside diameter (D or I D) (Inside diameter related to metric series). Models of elbows designated by their outside diameter D are: 2D, 3 D and 5 D1)
Download EN 10253-4 Butt Weld Elbow Dimension
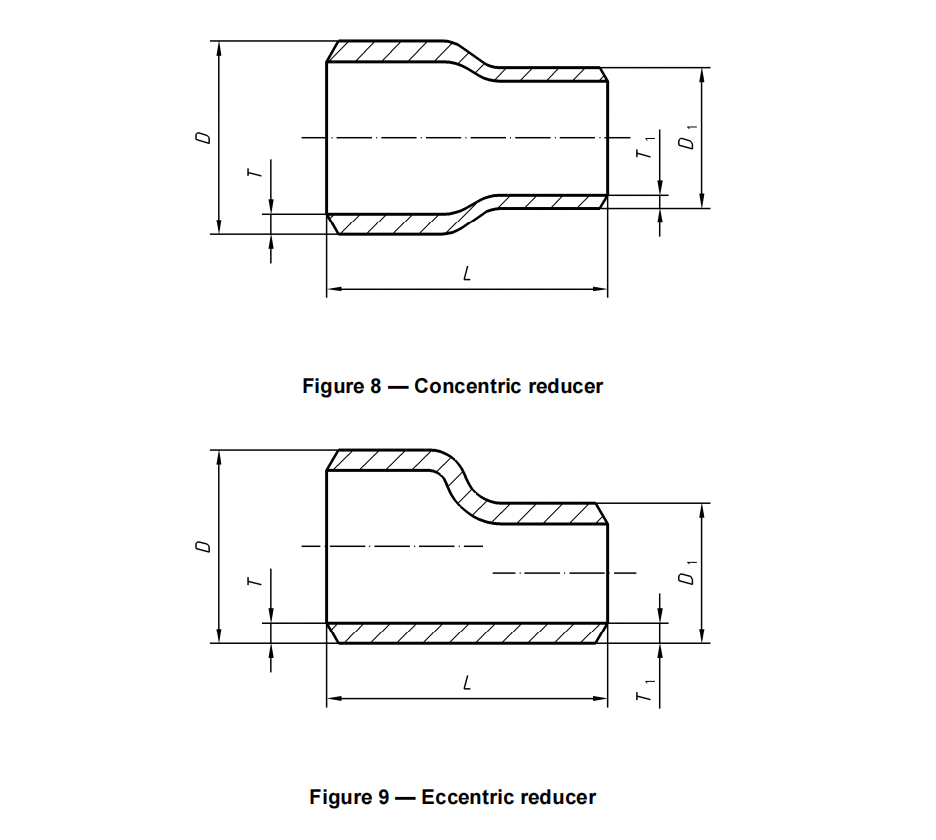
Reducers
Reducers are designated by the model (concentric or eccentric), the major diameter (D or I D) and the minor diameter (D1 or I D1).
Download EN 10253-4 Butt Weld Reducer dimension
Tees
Equal tees are designated by the diameter (D or I D).
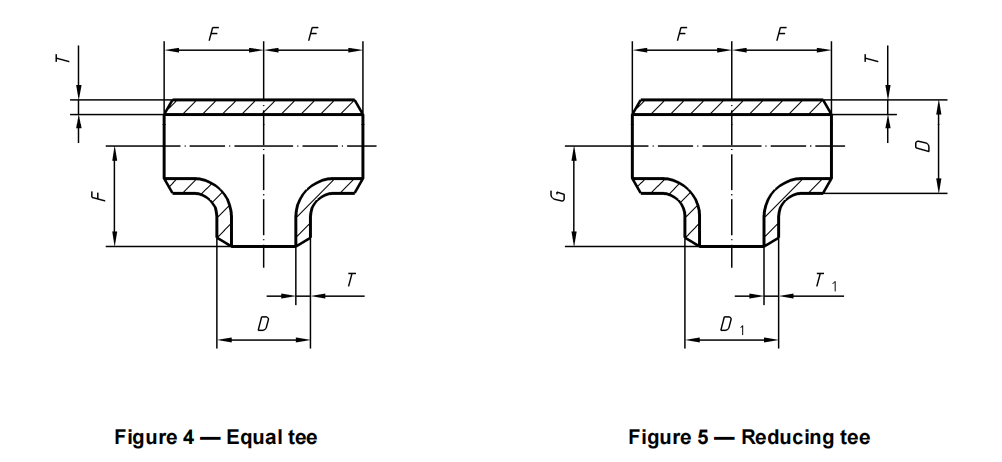
Reducing tees are designated by the major diameter (D or I D), the minor diameter (D1 or I D1).
Download EN 10253-4 Butt Weld Tee dimension
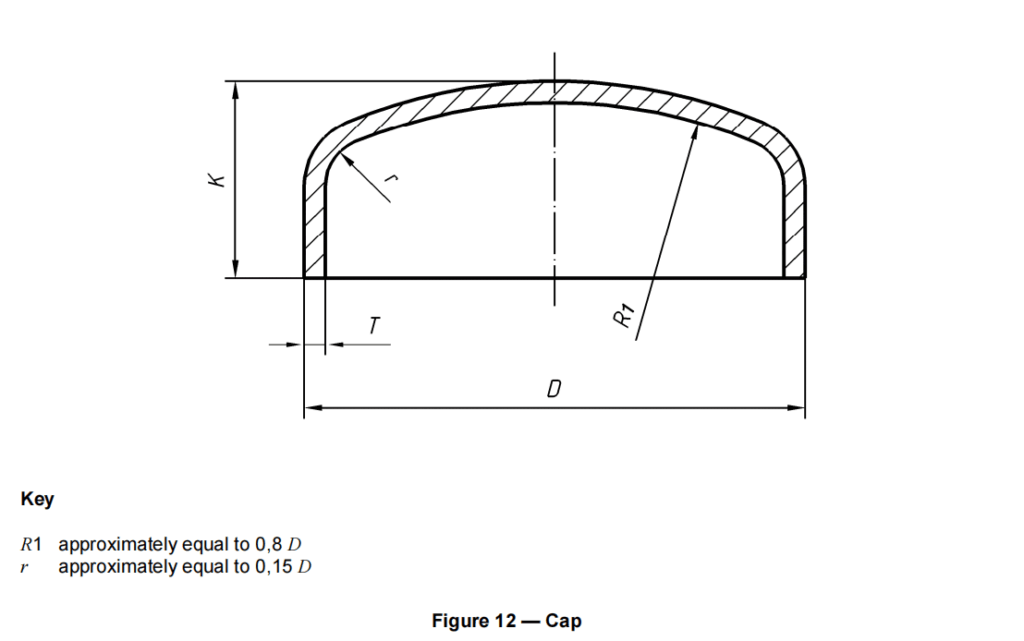
Caps
Caps are designated by the diameter (D or I D)
Download EN 10253-4 Butt Weld Caps dimension
Heat Treatment of EN 10253-4 Fittings
Cold forming
Fittings, produced from solution annealed and quenched or stabilised materials using cold forming as manufacturing method, do not require heat treatment afterwards, if in the case of austenitic steels with required minimum values for elongation A5 > 30 %, a 15 % level of cold deformation is not exceeded on the base material or if evidence is supplied that there is a minimum post cold-forming residual elongation A5 of 15 %. In any case, the post cold-forming residual elongation shall be at least 14 %.
If heat treatment still will be demanded, this shall be agreed at the time of enquiry and order.
Hot forming
Fittings shall be solution annealed after forming operations
- Austenitic steels: Solution annealed at 1050–1150 °C followed by rapid cooling.
- Duplex steels: Solution annealed at 1020–1100 °C followed by water quenching.
Testing Requirements
Each fitting must undergo:
- Visual and dimensional inspection
- Hydrostatic or pneumatic test
- Non-Destructive Testing (NDT) – Radiographic / Ultrasonic (as per EN ISO 5817, EN ISO 10893)
- Chemical composition analysis
- Mechanical tests – tensile, impact, hardness
All test results are documented and supplied with EN 10204 3.1 or 3.2 inspection certificates.
Marking and Certification
Each EN 10253-4 fitting shall be permanently marked with:
- Manufacturer’s logo or name
- Material grade and heat number
- Standard designation (EN 10253-4 Type A or B)
- Size and wall thickness
- Batch number and test reference
All fittings are supplied with MTC 3.1 / 3.2 as per EN 10204.
Related Standards
- EN 10253-2: Alloy steel fittings for pressure purposes
- EN 1092-1: Flanges
- EN 10222-5: Forged stainless steel parts

